
Jakie nowe wymagania stawia piec rozpływowy coraz bardziej dojrzały proces bezołowiowy?
Analizujemy pod kątem następujących aspektów:
l Jak uzyskać mniejszą boczną różnicę temperatur
Ponieważ okno procesu lutowania bezołowiowego jest małe, bardzo ważna jest kontrola bocznej różnicy temperatur.Na temperaturę lutowania rozpływowego wpływają ogólnie cztery czynniki:
(1) Przesyłanie gorącego powietrza
Wszystkie obecne, popularne bezołowiowe piece rozpływowe wykorzystują w 100% pełne ogrzewanie gorącym powietrzem.W rozwoju pieców rozpływowych pojawiły się także metody ogrzewania na podczerwień.Jednakże ze względu na ogrzewanie podczerwone absorpcja i współczynnik odbicia podczerwieni w różnych urządzeniach kolorowych są różne, a efekt cienia jest spowodowany blokowaniem sąsiednich oryginalnych urządzeń.Obie te sytuacje spowodują różnice temperatur.Lutowanie bezołowiowe niesie ze sobą ryzyko wyskoczenia z okna procesowego, dlatego w metodzie ogrzewania piecem rozpływowym stopniowo eliminowano technologię ogrzewania na podczerwień.W lutowaniu bezołowiowym należy podkreślić efekt przenoszenia ciepła.Zwłaszcza w przypadku oryginalnego urządzenia o dużej pojemności cieplnej, jeśli nie można uzyskać wystarczającego transferu ciepła, szybkość nagrzewania będzie oczywiście opóźniona w stosunku do urządzenia o małej pojemności cieplnej, co spowoduje poprzeczną różnicę temperatur.Przyjrzyjmy się dwóm trybom transferu gorącego powietrza przedstawionym na rysunku 2 i rysunku 3.
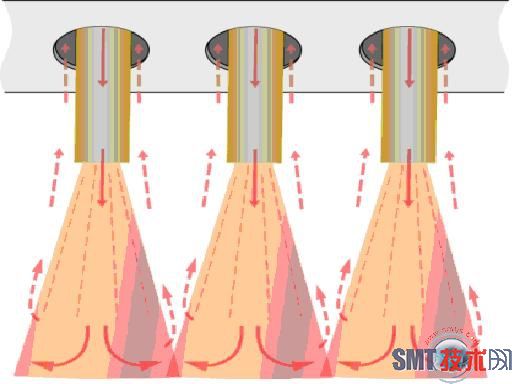
Rysunek 2 Metoda przenoszenia gorącego powietrza 1
Rysunek 2 Metoda przenoszenia gorącego powietrza 1
Gorące powietrze na rysunku 2 wydmuchuje się z otworów płyty grzewczej, a przepływ gorącego powietrza nie ma wyraźnego kierunku, co jest dość chaotyczne, więc efekt wymiany ciepła nie jest dobry.
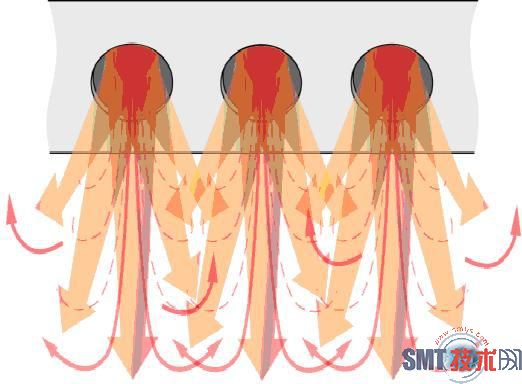
Konstrukcja z rysunku 3 wyposażona jest w kierunkowe wielopunktowe dysze gorącego powietrza, dzięki czemu przepływ gorącego powietrza jest skoncentrowany i ma wyraźną kierunkowość.Efekt wymiany ciepła w wyniku takiego ogrzewania gorącym powietrzem wzrasta o około 15%, a wzrost efektu wymiany ciepła będzie odgrywał większą rolę w zmniejszaniu bocznej różnicy temperatur w urządzeniach o dużej i małej pojemności cieplnej.
Konstrukcja pokazana na rysunku 3 może również zmniejszyć wpływ wiatru bocznego na spawanie płytki drukowanej, ponieważ przepływ gorącego powietrza ma wyraźną kierunkowość.Minimalizacja wiatru bocznego może nie tylko zapobiec zdmuchnięciu małych elementów, takich jak 0201 na płytce drukowanej, ale także zmniejszyć wzajemne zakłócenia między różnymi strefami temperatur.
(1) Sterowanie prędkością łańcucha
Sterowanie prędkością łańcucha będzie miało wpływ na poprzeczną różnicę temperatur płytki drukowanej.Ogólnie rzecz biorąc, zmniejszenie prędkości łańcucha wydłuży czas nagrzewania urządzeń o dużej pojemności cieplnej, zmniejszając w ten sposób poprzeczną różnicę temperatur.Ale przecież ustawienie krzywej temperatury pieca zależy od wymagań pasty lutowniczej, więc nieograniczone zmniejszanie prędkości łańcucha jest w rzeczywistej produkcji nierealne.
(2) Regulacja prędkości i głośności wiatru
Zrobiliśmy taki eksperyment, utrzymując pozostałe warunki w piecu rozpływowym bez zmian, a w piecu rozpływowym zmniejszyliśmy jedynie prędkość wentylatora o 30%, a temperatura na płytce drukowanej spadnie o około 10 stopni.Można zauważyć, że kontrola prędkości wiatru i objętości powietrza jest ważna dla kontroli temperatury pieca.
Czas publikacji: 11 sierpnia 2020 r